Print time is something like 40 hours to do all the parts. Maybe a bit more. Around 700grams of filament is required.
Ok, so settings. This is a thin wall model. You'll need a modern/advanced slicer, either simplify3D or cura. Simplify3D is recommended as you can add multiple processes to different layer heights. I'm just most familiar with it. As things currently stand, I haven't been able to get Slic3r to work with this style of printing. Use a .4mm nozzle and .4-.42mm wall thickness.
All parts except the motor mount and firewall can be printed from PLA. I reccomend something with higher temp resistance for those two pieces. This plane has also been designed to work with PETG, and there is a slot for an 8mm carbon fiber spar in the main wing section. For the spar, you can use a cheapo $2 carbon fiber arrow from walmart, or wherever you can find something close to 8mm that's cheap.
All parts except for the motor mount, firewall, Elevon Section 1 and Fuselage Section 1 should be printed at 0% infill with only 1 perimeter. NO BOTTOM OR TOP LAYERS. Layer Heights for almost all parts are best at .25mm. If your printer can't handle retraction cleanly, or leaves gaps in your print at the start points going down to .2mm may be needed. If you don't use helper discs for the Elevon Section 1 (The Piece with the servo horn) adding 1 bottom layer to just that piece will make the horn way stronger.
The Wingtips and the Vertical stabilizers can have their bottom bits printed at .25mm layer heights, but they will look better if you switch to .1mm layer height for the tops of them.
To aid in bed adhesion and add additional strength, I like to use 2 perimeters for the first 3mm of every part. This is easy to do in simplify3D. I've attached a simplify3D factory file sample (For PLA, PETG will need other settings) that has all of my print settings for thin wall parts as an example. If you need more adhesion, I highly recommend the use of helper discs on the tips of parts (refer to the factory file), or use a skirt of at least a couple MM. PETG will need a nozzle temp around 240C, and a bed temp around 90C. When I get a perfect profile worked out, I'll post it here.
Fuselage Section 1, or the very nose of the plane should be printed with supports enabled, 3 perimeters, and 30% infill. The motor mount and firewall would best be printed solid. Just turn up perimeters to something like 5 with 50% infill and you should be good. For those 3 mentioned parts, you can turn on bottom and top layers. I recommend at least 3 on each.
SCALE: Do NOT SCALE this model without proportionally adjusting the nozzle print size. Also, keep in mind that I will be posting a smaller version of this designed around a .3mm nozzle once it's tested.
Optional: This plane is built for FPV, so there's an included camera mount in the nose. You should be able to fit just about any modern FPV race camera into the nose.
All up weights should be between 1000 and 1100 grams. With the recommended electronics setup, and a 2650 4 cell battery, my weight came in at 1065 grams, or 37.5 ozs. Center of gravity markings are built into the wings. Flight time is estimated between 6 and 10 minutes. Cruises along great at half throttle.
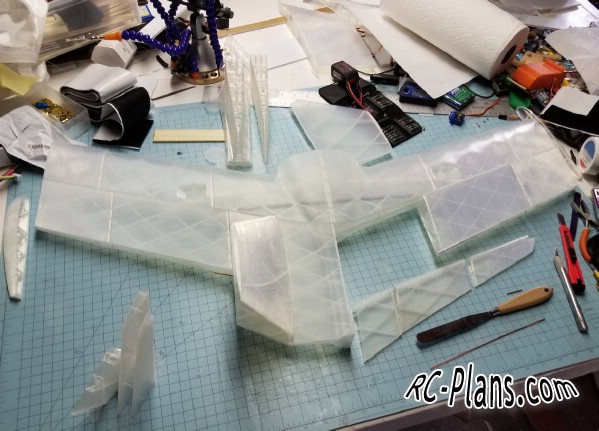
Assembly — Most parts just slot together and can be easily glued. If you have alignment troubles on some parts, taping Popsicle sticks in place temporarily to aid in alignment is very helpful. I recommend medium thickness CA (superglue) and activator. Bob Smith Industries branded stuff works great.
Flight Setup:
This is an intermediate to advanced plane. I estimate the top speed with the recommended electronics to be any ware from 80-100mph. That said, it's quite gentle for the speed, and incredibly stable. Stalls simply make the plane sink, no dropped tips. It glides a long ways and really keeps it's momentum, so keep that in mind when it comes time to land.
As this plane flies with elevons, and doesn't have a tail I'd recommend plugging about 1.5mm of up travel (reflex) into the control surfaces. You may be able to trim some of that out depending on your wing loading after flying it. Total travel for high rates should be around 30mm, and low rates 20mm. I prefer about 50% expo on both high and low rates.
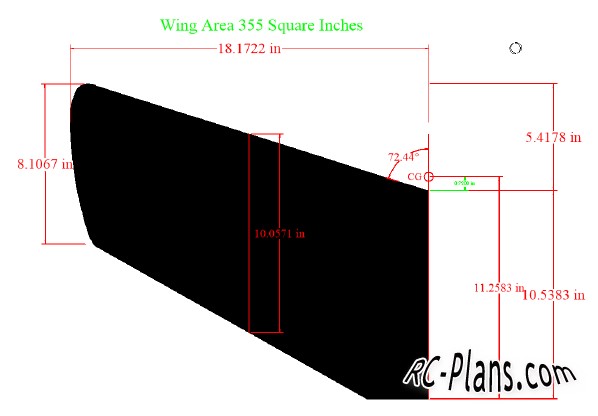
CG marks are built into the wings. I haven't tried anything other than the posted marks, so go outside of that range at your own peril.
Launching isn't bad now that I know it doesn't take a ton of force. A gentle toss straight into the air at about 20-30 degrees up is good. Watch the flight video for what a bad toss and a good toss look like. I'd recommend keeping the throttle down until the plane clears your hand. Once it's clear, about 3/4 throttle will pull the plane up and out with little incident.
Printer settings:
For PLA I recommend print temps of at least 230c with full cooling fan. The high temps are needed to get adequate layer adhesion for flight. Don't worry about it too much, these parts are really thin, and therefore cool quickly. Bed temp of 55-60C.
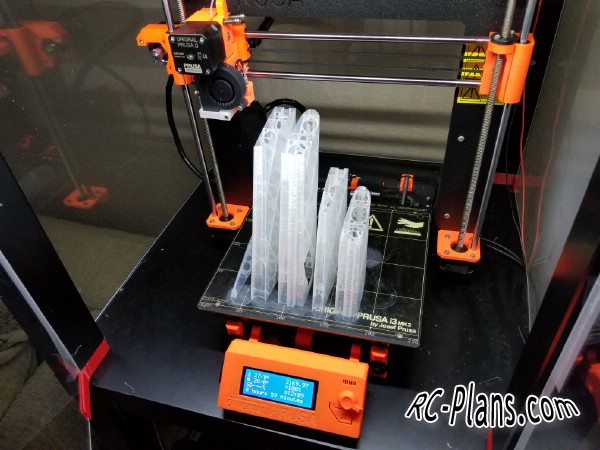
For a Prusa Style Direct drive printer, I like these settings:
Retraction: 0.8mm
Extra Restart: 0.12mm
Retraction Speed: 30mm/sec
Coast at End: 0.2mm
Wipe Distance: 2mm
Print Speed: 50-60mm/sec
1st Layer Height: 90%
1st Layer Width: 110%
1st Layer Speed: 50%
For PETG:
I'm using my printer in an enclosure, and one that's outside of one. Doesn't seem to make a difference.
Nozzle: 0.4mm
Extrusion Multi: 1.0
Extrusion Width: 0.42mm
Retraction: 1.8mm
Extra Restart: 0.04mm
Retraction Lift: 0.05mm
Retraction Speed: 40mm/sec
Coasting Distance: 0.1mm
Wipe Distance: 5.0mm
Layer Outline Direction: Outside — In
First Layer Height: 100%
First Layer Width: 110%
First Layer Speed: 40%
Nozzle Temp: 240C
Bed Temp: 90C
Print Speed: 50mm/sec
Cooling Fan: 30% power after 3mm have been printed.
Refer to the description above for the proper number of perimeters and such.
Ever wanted to customize your own foam aircraft but didn`t know where to start? We got the help from RC Pilot and friend of Motion RC Jeremy Solt to show you the steps he takes to make his models...